
\STAMPI PER PRESSOFUSIONI
 Al
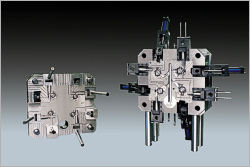
ricevimento dei materiali da parte dei fornitori il lavoro passa ad una
fase pił strettamente manuale o d'officina con l'esecuzione del portastampo,
la sgrossatura delle parti stampanti e l'esecuzione degli elettrodi, componenti
essenziali di tutti gli stampi per pressofusione.
Al
ricevimento dei materiali da parte dei fornitori il lavoro passa ad una
fase pił strettamente manuale o d'officina con l'esecuzione del portastampo,
la sgrossatura delle parti stampanti e l'esecuzione degli elettrodi, componenti
essenziali di tutti gli stampi per pressofusione.
Questi lavori vengono sempre svolti con la supervisione del capo ufficio
tecnico e del capo progetto coadiuvati dal responsabile di produzione.
Un addetto dell'ufficio qualitą si occupa quindi del controllo di tutte
le quote su macchina tridimensionale.
Approntati portastampo, parti stampanti ed elettrodi si invia il tutto
al fornitore prescelto per l'esecuzione dei trattamenti termici accordati
col cliente. Dopo di che viene effettuata la verifica delle durezze certificate
e si passa alla finitura delle parti stampanti.
Dopo tale procedura vengono lucidate manualmente tutte le parti stampanti
e si procede all'assemblaggio e alla chiusura dello stampo che viene poi
provato con l'immissione di resina calda tramite macchina prova stampi.
Una volta appurata la correttezza di tutti i parametri lo stampo viene
consegnato al cliente e si effettua la prima campionatura. In caso vi
siano quote da sistemare lo stampista si prende carico delle opportune
modifiche/rettifiche e viene poi effettuata una nuova campionatura stampo.
Qualora il pezzo presso fuso ottenuto sia valido si richiede il benestare
scritto al cliente sia relativamente al progetto che allo stampo per pressofusione.
Gli
stampi per pressofusione vengono sempre accompagnati da tutta la documentazione
tecnica relativa al progetto e allo stampo stesso. Lo stampista rimane
comunque a disposizione per la manutenzione ordinaria dello stampo ed
eventuali manutenzioni straordinarie da concordarsi di volta in volta.
Pił
informazioni sui prodotti stampati.